熱間圧延継目無角鋼管(超極厚・小R・継目無角鋼管)
● 熱間仕上げによる超極厚・小R・角鋼管をご提案致します。
JFEスチール㈱知多製作所殿製
(製造長さ6000mm~12000mm)
熱間圧延継目無角形鋼管 JFEスチール㈱知多製作所殿製
● 製造方法 (継目無熱間仕上:プラグミル法)
丸ビレットを素材としています。加熱された丸ビレットをピアシングミルにより中空素管へ加工し、プラグミルによって管の内外両面を均一に圧延します。
次に再加熱した素管をサイジングミルへ通し、角形へ成形を行います。
● 製造能力範囲
熱間仕上げによる超極厚・小R・角形鋼管をご提案致します。
製造長さ6000~12000
| 辺の長さ | 厚さ | ||||||
| 12 | 16 | 19 | 22 | 25 | 30 | 35 | |
| 250×250 | □ | ■ | ■ | ■ | ■ | _ | _ |
| 200×200 | □ | ■ | ■ | ■ | ■ | ■ | ■ |
| 150×150 | □ | ■ | ■ | ■ | ■ | ■ | ■ |
| □:相談範囲___■:製造範囲 | |||||||
● 化学成分
| 規格 | C(炭素) | Si(ケイ素) | Mn(マンガン) | P(リン) | S(硫黄) |
| KKH400 | ≦0.23 | ≦0.35 | 0.05~1.20 | ≦0.035 | ≦0.025 |
| KKH490 | ≦0.18 | ≦0.55 | ≦1.60 | ≦0.035 | ≦0.035 |
| KKH540 | ≦0.23 | ≦0.55 | ≦1.60 | ≦0.035 | ≦0.035 |
● 機械的性質
| 規格 | 降伏点又は耐力 [N/m㎡] |
引張強さ [N/m㎡] |
伸び[%] |
| KKH400 | ≧235 | ≧400 | ≧20 |
| KKH490 | ≧315 | ≧490 | ≧20 |
| KKH540 | ≧355 | ≧540 | ≧20 |
| ※ステンレス鋼・合金鋼の規格も製造可能です。 | |||
● 寸法許容差
| 項目 | 公差 |
| 辺の長さ | ±1.0%(Min±0.5) |
| 各辺の平板部分の凹凸 | ±1.0% |
| 隣り合った平板部分のなす角度 | ±1.0° |
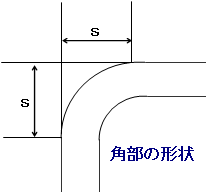
| 角部の寸法 | (0.5~2.0)×厚さ |
| 曲がり | 全長の0.2%以下 |
| ネジレ | Max0.2mm(Max0.5mm/M) |
| 厚さ | ±12.5% |
| 長さ | -0、+規定せず |
≪備考≫
1.厚さの許容差は、平板部中央部について適用します。
2.角部の寸法はs寸法を示します。
3.この公差は、BS4848を基準としています。
● 寸法表
| _ | 参考値 | ||||||
| 辺の長さ A×B |
厚さ t |
R | 単位重量 [kg/m] |
断面積 [cm2] |
断面二次 モーメント[cm4] |
断面係数 [cm3] |
断面二次 半径[cm] |
| 250×250 | 25 | 37.5 | 174 | 222.0 | 18100 | 1450 | 9.03 |
| 22 | 33 | 156 | 198.3 | 16700 | 1340 | 9.18 | |
| 19 | 28.5 | 136 | 173.8 | 15000 | 1200 | 9.29 | |
| 16 | 24 | 117 | 148.5 | 13200 | 1060 | 9.43 | |
| 200×200 | 35 | 52.5 | 177 | 225.1 | 9630 | 963 | 6.54 |
| 30 | 45 | 157 | 199.6 | 9130 | 913 | 6.76 | |
| 25 | 37.5 | 135 | 172.0 | 8400 | 840 | 6.99 | |
| 22 | 33 | 121 | 154.3 | 7840 | 784 | 7.13 | |
| 19 | 28.5 | 107 | 135.8 | 7170 | 717 | 7.27 | |
| 16 | 24 | 91.5 | 116.5 | 6390 | 639 | 7.41 | |
| 150×150 | 35 | 52.5 | 122 | 155.1 | 3180 | 424 | 4.53 |
| 30 | 45 | 110 | 139.6 | 3140 | 419 | 4.74 | |
| 25 | 37.5 | 95.8 | 122.0 | 3000 | 400 | 4.96 | |
| 22 | 33 | 86.6 | 110.3 | 2860 | 381 | 5.09 | |
| 19 | 28.5 | 76.8 | 97.81 | 2680 | 357 | 5.23 | |
| 16 | 24 | 66.3 | 84.52 | 2440 | 325 | 5.37 | |
● 在庫サイズ
| 辺の長さ | 厚さ | kg/m | 最大長さ |
| 200×200 | 22 | 121 | 9000 |
| 19 | 107 | 9000 | |
| 16 | 91.5 | 12000 | |
| 150×150 | 22 | 86.6 | 9000 |
| 19 | 76.8 | 9000 | |
| 16 | 66.3 | 12000 |
| 辺の長さ | 厚さ | kg/m | 最大長さ |
| 200×200 | 22 | 121 | 9000 |
| 19 | 107 | 9000 | |
| 16 | 91.5 | 12000 | |
| 150×150 | 22 | 86.6 | 9000 |
| 19 | 76.8 | 9000 | |
| 16 | 66.3 | 12000 |
● 二次加工
切断:ご指定の長さ切断致します。
平面研削:最長6000mmの平面研削が可能です。
