角鋼管&異形管|製品寸法測定要領
角鋼管の寸法測定は、下記の要領で行われています。測定実施項目については御相談下さい。
| 項 目 | 内 容 | 測定具 |
| (1)辺の長さ | ||
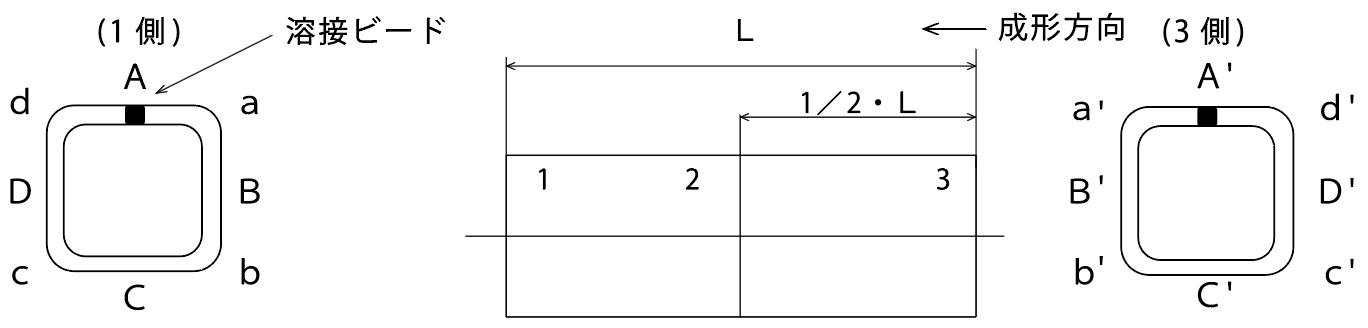
| (1)ー1 外径 | 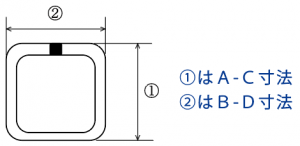 両端部(1,3側)の外径(A-C、B-D、A’-C’、B’-D’)の4箇所を 測定する。 測定位置は、平板部分よりコーナー部にかかる寸前の平板部のあ る点とする。(以下、肩部という) ※測定位置は(注1)参照 |
ノギス |
| (1)ー2 内径
(注3) |
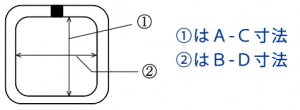 両端部(1,3側)の内径(A-C、B-D、A’-C’、B’-D’)の4箇所を 測定する。 測定位置は、管端より約20~30mm奥を測定し、A-C寸法は溶接 ビードをはずし、B-D寸法は中央部を測定する。 |
ノギス |
| (2) 厚 さ | 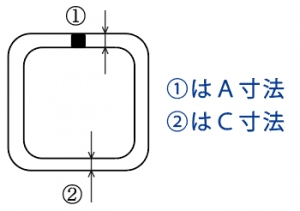 両端部(1,3側のA、C、A’、C’) の4箇所を測定する。 但しA面の溶接部を外す。 |
マイクロメータ |
| (3) 平面度 (平板部分の凹凸) |
 両端部(1,3側のA、B、C、D、A’、B’、C’、D’)の8箇所(8面) を測定する。 ※測定位置は(注1)参照 |
スコヤ すきまゲージ |
| (4) コーナーR | ||
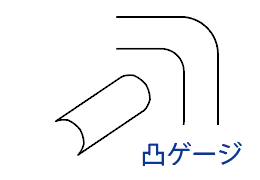
| (4)ー1 外R
(注3) |
 両端部(1,3側のa、b、c、d、a’、b’、c’、d’)の計8箇所を 測定する。 ※測定位置は(注1)参照 |
Rゲージ |
| (4)ー2 R止まり
(注3) |
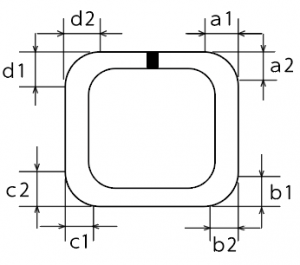 両端部(1,3側のa1、a2、b1、b2、c1、c2、d1、d2、a’1、 a’2、b’1、b’2、c’1、c’2、d’1、d’2)の計16箇所を測定する。 ※測定位置は(注1)参照 |
鋼製スケール |
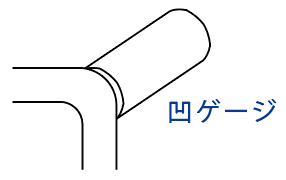
| (4)ー3 内R
(注3) |
 両端部(1,3側のa、b、c、d、a’、b’、c’、d’)の計8箇所を 測定する。 ※測定位置は(注1)(注2)参照 |
Rゲージ |
| (5) 曲がり | 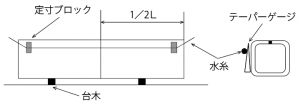 管の長手方向の中央部を、テーパーゲージで測定する。 測定箇所は、A面・B面とし、定寸ブロック位置は、肩部とし、管端よりの距離は(注1)とする。 測定にあたって、水糸のたわみによる誤差を防ぐため、側面で測定する。 曲りが、凹の場合は『ー』、 凸の場合は『+』の符号をつけて表示する。 |
テーパーゲージ 定寸ブロック 水糸 |
| (6) ねじれ | 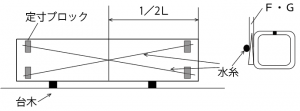 管の長手方向の中央部を、テーパーゲージで測定する。 測定箇所は、A面とし、各々対角(F・G)に測定する。 定寸ブロック位置は肩部とし、管端よりの距離は、(注1)とする。 対角(F・G)に測定した値の差をねじれとする。 測定にあたって、水糸のたわみによる誤差を防ぐため、側面で測定する。 |
テーパーゲージ 定寸ブロック 水糸 |
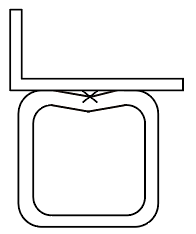
| (7) 隣り合った
平板部分のなす角度 (注3) |
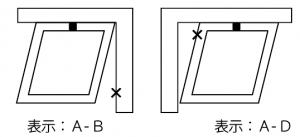 両端部(1,3側のA-B、A-D、A’-B’、A’-D’)の4箇所について ×印(肩部)を、すきまゲージで測定する。 測定部(×印)が、管上部にある場合は『+』管下部にある場合は 『ー』の符号をつけて表示する。 ※測定位置は(注1)参照。 |
スコヤ すきまゲージ |
| (8) 管端直角度
(注3) |
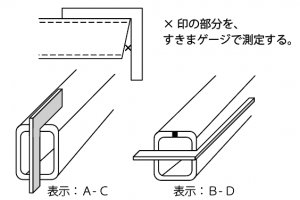 切断した管端の両端部(1、3側のA-C、B-D、A’-C’、 B’-D’) の計4箇所を測定する。 [A-Cの場合] A面を基準にして測定し、A面部にすきまがある場合は『+』、 C面部にすきまがある場合は『ー』の符号をつけて表示する。 [B-Dの場合] B面を基準にして測定し、B面部にすきまがある場合は『+』、 D面部にすきまがある場合は『-』の符号をつけて表示する。 測定は、最大値となるところを測定する。 |
スコヤ すきまゲージ |
| (9) 長 さ | 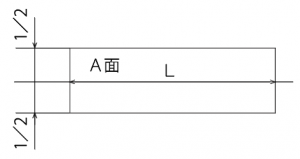 A面の中央部を、測定する。 |
鋼製巻尺 |
| (10) 平板部分の長さ
(注4) |
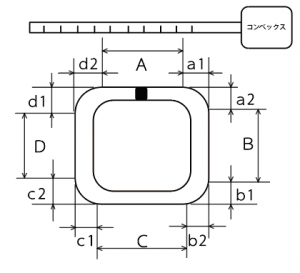 両端部(1,3側)の平板部分(A、B、C、D、A’、B’、C’、D’) の8箇所を測定する。 ※測定位置は、(注1)参照。 |
コンベックス 鋼製巻尺 |
(注1) 原則として、管端を切断したものについては管端より100mm、管端を切断していないものについては管端より約150~200mmの位置で測定する。
(注2) (4)-3項内Rについて原則として、測定位置は(注1)であるが製品サイズにより測定不可の場合は管端をはずして測定可能な位置を測定する。
(注3) 測定項目の決定は客先との事前打合せによる。
(注4) (10)平板部分は、特に注文者の指定がある場合のみ測定する。
